
氧化鋯陶瓷在進行加工成型的過程中有一個相當重要的一環,那就是陶瓷磨削加工,下面科眾陶瓷廠帶大家了解一下延性域磨削加工方法。
陶瓷材料特別是硬度較大的陶瓷材料如氧化鋯陶瓷等素來便是“加工困難戶”,以致陶瓷精密零件的加工費用占到成本的30%-60%,有的甚至高達90%。因此探索陶瓷材料的精密、高效、低成本加工方法就顯示尤為重要。

氧化鋯陶瓷結構件
氧化鋯陶瓷磨削加工技術:
磨削加工作為陶瓷機械加工的主要手段,也是目前氧化鋯陶瓷的主要機械加工方法。隨著國內外眾多學者不斷深入和發展,已逐步形成一系列的理論指導,磨削加工方法和手段也在不斷的變化和更新。下文將對磨削加工理論及相關工藝進展做簡單整理。
延性域磨削加工技術
延性域磨削技術主要是針對脆性材料而言,致力于追求無損傷的磨削。在磨削脆性材料時,切屑的形成與磨削金屬等塑性材料類似,“切屑”通過剪切的形式被磨料從集體上切除下來,磨削后的表面和亞表面沒有裂紋形成,也沒有脆性剝落時的凹凸不平現象產生,避免了亞表面裂紋的發生,是一種損傷極小的磨削方式,在陶瓷、玻璃、光學和半導體領域有廣闊的應用前景。
技術要點:該技術是主要采用高剛度高分辨率的磨床,通過控制磨削深度,使脆性材料以延性域的模式去除,也就是脆性材料的磨削機制由原來的脆性斷裂變為塑性流動,選擇合適的磨削參數及砂輪的特性參數,來取得較好的加工表面。
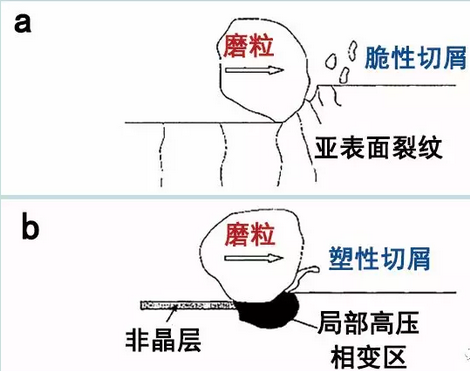
兩種脆性材料的去除機理:a脆性斷裂去除,b塑性流動去除
圖片解析:塑性和脆性是硬脆材料的兩個及基本性質,在常規條件下,硬脆材料其屈服強度與斷裂強度非常接近,因此加工時,磨粒和材料接觸區的應力首先達到斷裂強度,形成裂紋尖端,裂紋尖端擴展形成裂紋,最后斷裂生成磨屑,加工表面損傷嚴重,亞表面殘留一定深度的裂紋,見上圖a。當去除材料的未變形厚度減小到臨界值以下,就會出現脆性延性轉變,磨料和陶瓷材料的接觸區應力首先達到剪切強度極限,產生塑性流動,進而形成切屑,從而實現延性域加工,見上圖b。
應用示例:采用粒度為W0.5微粉金剛石砂輪對氧化鋯陶瓷的磨削實驗表明,在砂輪線速度Vs=11.8m/s,進給速度V1=40mm/min,可獲得表面粗糙度Ra=3nm的超光滑鏡面。厚度較小氧化鋯陶瓷工件采用普通磨削時會由于微小震動產生裂紋,而延性域磨削是加工陶瓷材料無損加工的一種方式。
地址:http://www.lmgvip.cn/jishu/1495.html
本文“氧化鋯陶瓷磨削加工方法---延性域磨削”由科眾陶瓷編輯整理,修訂時間:2022-12-20 10:54:34
科眾陶瓷是專業的工業陶瓷加工生產廠家,可來圖來樣按需定制,陶瓷加工保證質量、交期準時!
有疑問請點擊咨詢客服















