
軋膜成型(sheet forming)也屬于可塑法成型。將準備好的坯料拌以一定量的有機塑化劑,使之具有可塑性。塑化劑是由黏合劑、增塑劑、溶劑、消泡劑等配制而成。黏合劑要求有足夠的黏合力、較好的成膜性能(良好的延展性和韌性),并具有燒后灰分少、無毒性的特點。增塑劑所起的作用是插入高分子化合物的鏈段之間,減弱相互之間吸引力,使黏合劑受力變形后不致出現彈性收縮和破裂,從而提高坯料的可塑性。溶劑的主要作用是溶解黏合劑和增塑劑。軋膜成型常用的黏合劑、增塑劑和溶劑列于表4-6中。

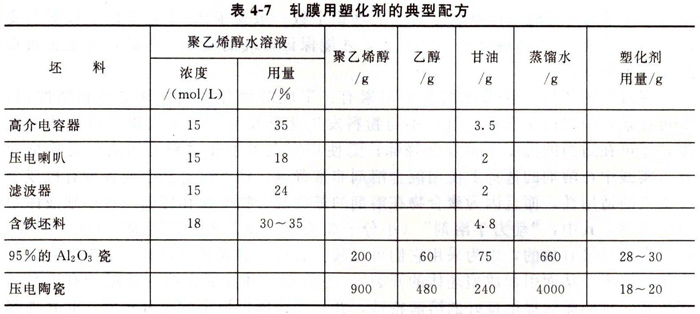
根據實踐經驗,聚乙烯醇在用作軋膜黏合劑時的質量要求有:①聚合度在1400-1500之間(聚合度過大則軋出的膜片彈性過大,聚合度過小則軋出的膜片塑性差、脆性大);②醇解度在80% - 90%之間;③含堿量應適當(含堿量過高會使聚乙烯醇聚合度降低)。軋膜用塑化劑的典型配方見表4-7。
配制好的軋膜漿料置于兩輥軸之間進行輾軋,通過調整軋輥間距,經過多次輥軋,晟后達到所要求的厚度。圖4-10給出了軋膜成型原理示意圖。軋好的坯片,還需經沖切工序制成所需的坯件。軋輥成型時,坯料只是在厚度和前進方向受到碾壓,在寬度方向受力較小,因此,坯料和黏結劑不可避免地會出現定向排列。干燥和燒結時,橫向收縮大,易出現變形和開裂,坯體性能也會出現各向異性。軋膜成型適宜生產Imm以下薄片狀制品,但對厚度小于0.08mm的超薄片,軋膜成型是難以軋制的,質量也不易控制。
軋膜成型適宜生產Imm以下薄片狀制品,但對厚度小于0.08mm的超薄片,軋膜成型是難以軋制的,質量也不易控制。采用軋膜成型的方法,已制備了YSZ電解質薄片、PTCR瓷片、Zn0-玻璃系壓敏電阻器等。
地址:http://www.lmgvip.cn/jishu/415.html
本文“軋膜陶瓷制備工藝介紹”由科眾陶瓷編輯整理,修訂時間:2015-02-05 11:11:01
科眾陶瓷是專業的工業陶瓷加工生產廠家,可來圖來樣按需定制,陶瓷加工保證質量、交期準時!
有疑問請點擊咨詢客服

- 上一頁:氧化鋯陶瓷擠壓成型方法和缺點
- 下一頁:氧化鋯陶瓷在低溫和潮濕環境下的老化現象














